Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Как расточить цилиндр мотоцикла
Двигатель любого транспортного средства является его сердцем, которое заставляет крутиться колеса, тем самым приводя в движение транспорт, в том числе и мотоцикл. Таким образом, наибольшие нагрузки во время работы двигателя приходятся на его цилиндры и поршни. Это обусловлено тяжелыми условиями повышенного температурного режима и давления, в которых работает мотор.
Пять случайных мотоциклов:
Triumph Thunder bird S.E. 2010
KTM RC8R 1198 Track 2012
878000р.*
Harley Davidson FLSTSE Softail Convertible CVO 2012
BRP Can-am S pyder RT-S Roadster 2010
Aprilia AF1 Prototype 1985
Причины выхода из строя цилиндра
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
ЦПГ Урал, После ремонта
Значит так, не так давно отвёз цилиндры в расточку, купил новые поршня с кольцами и пальцами, всё собрал это трепетно и аккуратно, заёлся мотоцикл с первого раза, компрессия была отличнейшая. Заводил его постепенно, давал отстыть и потом опять заводил, мотоцикл работал 10мин и 30мин остывал. Потом начал ездить потихоньку не давая особых нагрузок, накатал так около 250км. Вчера еду по хорошо асфальтировоной и ровной дороге примерно 100кмч, мотоцикл резко глохнет на ходу, отпускаю сцепление опять завёлся, скорость больше 80кмч не набирал, тут же остановился и дал ему остыть, остыл за 15мин, потом завёлся фигово, раза с 5(по сравнению с тем что всегда с 1),доехал до гаража, уже на одном цилиндре почти, 2ой как-то через раз работал. Приехал смотрю клапана-в норме свечку поменял-завёл всё равно один цилиндр… разбираю смотрю правый поршень в идеале не прихватов ни фига нету, в общем отличная обкатка, левый поршень все кольца завальцевало стёрся по самое немагу, на цилиндре алюминевые задиры, поршню хана… Ещё палец новый выработки как бут-то бы прошёл 30 000км минимум… вот думаю что делать? растачивать котлы по новой или левый цилиндр обчистить нулёвочкой и купить новые поршня с кольцами и пальцы?
Левый поршень ровнять шкуркой и надфилем уже бесполезно…
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла.
Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
Как видим, кроме того, что несвоевременные устранения дефектов приводят к расходу денежных средств, они также могут нанести непоправимые повреждения сердцу транспортного средства.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Таким образом, если стал вопрос о расточке цилиндра, то, конечно же, лучше это делать в мастерской – более затратно, зато менее проблематично.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Пять случайных статей о мотоциклах:
Что общего у Jawa 634 и CZ 472?
Тем, кто ездит на Яве и ЧЗ Многие читатели — владельцы чехословацких мотоциклов ЯВА и ЧЗ сталкиваются с определенными затруднениями, особенно при эксплуатации их в сельской местности. Причины — а собственной неопытности, недостатке специальной литературы, а главным образом в том что эти мотоциклы, предназначенные в основном для дорог с твердым покрытием, нередко эксплуатируются там, где приходится довольно много ездить по грунтовым. Мы подобрали вопросы, наиболее часто встречающиеся в редакционной почте, и попросили ответить на них инженера Э. КОНОПА.Какие детали новой и старой ЯВЫ взаимозаменяемы? Что общего у мотоциклов ЯВА-634 и ЧЗ-472?Полностью перечислить все взаимозаменяемые детали и узлы в статье невозможно. Остановимся на главных. В новом двигателе мотоцикла Ява 634 больше степень сжатия, достигнутая уменьшением высоты цилиндра. Остальные основные размеры — посадочные и межцентровые одинаковы, что дает возможность в старый двигатель установить новый колен…
Читать далее >>
Как чехословацкие машиностроители учитывают предложения владельцев мотоциклов Ява из СССР
Цель одна — качество В конце 1984 года в наши магазины начали поступать мотоциклы ЯВА-350 модели «638-5-00» (см. «За рулем», 1986, № 3), отличающейся предшественницы — «634.00» в основном двигателем и электрооборудованием (12 вместо 6 В), а также передней вилкой. Владельцы новых машин положительно оценили усовершенствования. В +о же время они высказывали пожелания, касавшиеся изготовления некоторых узлов, особенно деталей двигателя. Чехословацкие специалисты — технологи, конструкторы, проанализировав письма потребителей из СССР, осуществили комплекс мер, которые учитывают их предложения. Эта работа была завершена осенью прошлого года. А недавно в ЧССР побывал научный редактор журнала инженер Б. СИНЕЛЬНИ КОВ, который знакомился с производством мотоциклов на чехословацких заводах. Вероятно, нет надобности говорить о большой популярности мотоциклов ЯВА и ЧЗ, которые вот уже тридцать лет привлекает наших мотолюбителей своими ходовыми ка…
Читать далее >>
Как легче снять цилиндры на Яве. Защитные прокладки на шпильки
Защитные прокладки на шпильки После длительной эксплуатации мотоцикла ЯВА, особенно в сельской местности, бывает трудно снять цилиндры: пыль и песок, смешиваясь с маслом, плотно забивают отверстия под шпильки. К тому же при разборке часть этой грязи попадает в картер, как ни стараешься его закрыть. Прокладка под головку Я избавился от этой неприятности следующим образом. Из сырой резины толщиной около 2 мм вырезал шесть прокладок (согласно рисунку) и надел их на шпильки до установки головки. При работе двигателя от нагрева они вулканизуются и надежно закрывают отверстия от пыли. Уже несколько лет я успешно применяю этот способ. В. КОРОТЧИКОВ Гомельская область, г. Озераны 1989N07P33
Читать далее >>
Электроника на ИЖевских машинах. Основные неисправности, методы обнаружения и устранения
Основные неисправности электроники, методы обнаружения и устранения. Все ижевские мотоциклы последних лет выпуска оборудованы электронными прерывателями указателей поворота, а те из них, у которых 12-вольтовое оборудование, — еще и выпрямительными блоками.Характеристики и надежность этих приборов выше, чем механических, но и с ними случаются неполадки. Как правило, отказавший прибор заменяют новым, что влечет дополнительные затраты и расход запасных частей. Между тем, если знать схему прибора и методику ремонта, в большинстве случаев его можно восстановить. Это доступно многим мотоциклистам, знакомым с электро- или радиотехникой. Предлагаем им рекомендации, подготовленные инженерами-конструкторами из Ижевска В. АРДАШЕВЫМ и В. МЕЗРИНЫМ. Тема этой первой статьи — описание конструкции, проверка и ремонт прерывателя.На мотоциклах ИЖ П3-02, ИЖ Ю3-02, ИЖ ПС, ИЖ Ю4 с 1980 года ставят универсальный электронный прерыватель указателей поворота ИЖ РП 2СМ-10. Он полностью заменяе…
Читать далее >>
ИЖ Юпитер 5-01 К (ИЖ-6.114-01 )
Самый молодой Юпитер В среднем через каждые два — два с половиной года мотоциклетное производство ПО «Ижмаш» выпускает или новую модель или одну из модификаций «планет» и «юпитеров». Общий вид мотоцикла ИЖ Юпитер-5-01. Обтекатель, новые бак, сиденье, инструментальные ящики изменили внешний вид мотоцикла, осовременили его форму. Когда мы в мае побывали в Ижевске и прошли вдоль нитки самого крупного в стране мотоциклетного конвейера, с которого сходит уже до 400 тысяч машин в год, то сразу отметили для себя: основное место в производственной программе завода занимают новые модели «ИЖ Планета-5» и «ИЖ Юпитер-5-01». Правда, между ними можно было увидеть небольшие вкрапления «Планеты-4» с двумя глушителями и старой экипажной частью. Но, как выяснилось, предназначались они для продажи в некоторых странах Азии и Латинской Америки, где хорошо зарекомендовали себя и где на них сохраняется спрос. Нам же …
Читать далее >>
вход регистрация забыли пароль?
Магазин мото-товаров О магазине Условия и порядок возврата
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.
Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Как расточить цилиндр в домашних условиях на скутере
В этом статье хотелось многим объяснить исходя из многолетнего опыта, что расточка цилиндра скутера и его хонинговка (или как проще называют в народе шлифовка) это два разных процесса, и делая только один из них, это в 100% случаи деньги на ветер.
К сожалению очень много мастерских которых занимаются ремонтом скутеров даже не вникает в суть этих процессов, как правило у них либо стоит кустарный станок для шлифовки либо старый СССР станок с шлифовальными брусками. Или люди просто сдают цилиндр на шлифовку даже не поинтересовавшись, что будут делать? как будут делать? на каком оборудовании и т.д.
Часто на практике при замене поршня или при смене поршневых колец работают с так называемыми хонинговальными щётками или с рессорными хонинговальными брусками Тем не менее, с грамотной росточкой и хонинговкой эта акция имеет мало общего. При этом более или менее изношенная рабочая поверхность цилиндра скутера подвергается лишь чистке и делается немного шероховатой. Этим нельзя добиться улучшения геометрических характеристик цилиндра. Вследствие того, что шлифовальные инструменты нагружены усилием пружины, они точно следуют за каждым отклонением от круглости и каждым перекосом, но всё-таки, без улучшения при этом геометрии цилиндра. Благодаря меньшему давлению прижима можно едва ли достичь достаточной высоты неровностей поверхности, которая могла бы способствовать улучшению смазки. Вследствие этого появляется большее сопротивление трения для новых поршневых колец, которые немного быстрее прирабатываются к стенке цилиндра. Таким образом, данный износ поверхности цилиндра невозможно предотвратить или уменьшить. Если поршневые кольца изношены, то, исходя из опыта, также и стенка цилиндра изношена в равной мере. Замечательный вид внутреннего отверстия после простой хонинговки цилиндра не должен вводить в заблуждение, так как эллипсность цилиндра осталась прежней.
Что бы грамотно восстановить рабочую поверхность цилиндра на своем скутере, цилиндр необходимо сначала растачить обычный токарным резцом, предварительно выставив цилиндр по осям с минимальный биением, этим мы избавимся от эллипсности и других не желаемых результатов нашей езды, а только после того как цилиндрическая поверхность будет восстановлена, только тогда можно приступать в хонинговке рабочей поверхности цилиндра. Только в таком порядке проведения мероприятий по ремонту цилиндра вы можете рассчитывать на долгий срок службы ремонтной ЦПГ, в противном случае вы только и будете делать то что кольца менять да на ремонт деньги выбрасывать.
И последний совет на сегодня: Если вы сняли цилиндр и видите там абсолютно зеркальную поверхность, то знайте, радоваться здесь не чему, это уже износ, так как на рабочей поверхности отсутствует сетка которая формирует масляную пленку (что особо важно для двигателей 2т) на стенках цилиндра.
Меньше смазка —> больше трение —> больше температура —> больше износ —> меньше ресурс!
И на закуска небольшое видео как делается хонинговака цилиндра после расточки
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень.
Начнем — замерим штангенциркулем гильзу:
Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:
Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:
Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:
Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными.
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:
Потом форма напомнит нам цилиндрообразный предмет:
Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.
Должен получиться длинный деревянный поршень для цилиндра
. Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.
Типа того:
Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:
И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:
И выглядело так:
Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!
Теперь посмотрим, как у нас будет рабочая зона:
Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
Сообщений [ с 1 по 20 из 46 ]
1↑ Тема от mexanik62 29-11-2011 23:53:22
- mexanik62
- Механик из 30х годов.
- Неактивен
- Имя: дядя Витя
- Откуда: Евпатория
- Зарегистрирован: 03-08-2011
- Сообщений: 10 832
- Репутация: 1 151
- Мотоцикл: 12-ти вольтовый К-750, ЗАЗ Сенс Хетчбэк
Тема: Расточка цилиндров своими силами
Добавлено: 29-11-2011 19:42:54
Добавлено: 29-11-2011 19:45:08
Добавлено: 29-11-2011 19:48:36
Добавлено: 29-11-2011 19:53:22
Конечно каменный век Так в войну растачивали и сравнительно недавно трактора и комбайны в поле Однако ежели альтернативы нету . Кого заинтересует отпишу подробнее
2↑ Ответ от PATRIOT 30-11-2011 16:10:02
- PATRIOT
- Патриот ИМЗ
- Неактивен
- Имя: Илья
- Откуда: Краснодарский край,Краснодар
- Зарегистрирован: 18-02-2011
- Сообщений: 3 148
- Репутация: 180
- Мотоцикл: Нету. Следующим будет К750!
Re: Расточка цилиндров своими силами
ну вообщееее!
Это ж скока времени точить так надо?
3↑ Ответ от т 34 30-11-2011 16:25:08
- т 34
- Профи
- Неактивен
- Имя: Руслан
- Откуда: Заб край Чита
- Зарегистрирован: 20-02-2011
- Сообщений: 586
- Репутация: 39
- Мотоцикл: самопал
Замеры
Покупаем новый поршень, на ремонтный размер выше(обычно на 1 единицу) и посмотрим как и куда он у нас залезет (если не залезает, значит все еще впереди
).
Пихаем разными сторонами, чтобы понять — где и что мешает. Если цилиндр работал в рисковых режимах — значит у него огромная выработка. Мой работал со слишком ранним зажиганием, немножко прибедненной смесью, что придавало довольно большие обороты.
Зеркало цилиндра — отличное, но вот выработка:
То что вы видите на гильзе цилиндра, это грязь . То есть смазка, когда-то бывшая. После снятия я его зачем-то законсервировал. Сам не знаю зачем.
Померив по поршню (он если у меня входит внутрь, но клинит прям посередине) я понял — что точит надо совсем немного. Если поршень совсем не лезет — тогда да, смотрим сколько нужно стачивать. Обычно в таких ситуациях точат 0,1-0,15 мм. Я же точил 0,01-0,07. Желательно подобрать в магазине такой поршень, чтобы еле-еле не входил. Тогда лучше получится расточка тем, что можно подобрать поршень еще больше и расточить еще раз. На картинках просто выработанный цилиндр, отслуживший вроде свой ресурс на данном ремонте.
Резьба по «Уралу»
26 июня 2015
Часть III. Расточка и подготовка к сборке.
Сколько-сколько у тебя было до меня? В миллиметрах, а лучше с точностью до соточки. Размер цилиндра, расточенного под «второй ремонт», не удивлял: пробег у мотоцикла большой, но «мясо» на стенках еще есть. Его и срежем!
Мотор в мастерской «ТруЪ МоторЪ» решили собирать современный, а значит, нужны современные запчасти. Главным камнем преткновения стал коленвал от Ural 2015-го модельного года, установка которого потянула за собой ряд изменений. Допуски, качество изготовления и запас прочности — небывалые для советского мотоцикла. Одна проблема: просто так в старый, нижнеклапанный картер его не впихнуть: современный коленвал стоит не на 207-х подшипниках, как раньше, а на увеличенных, более надежных 208-х.
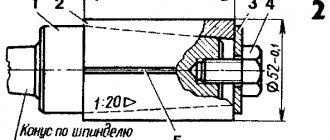
С задним коренным подшипником все более или менее просто; он, вместе с задней крышкой картера и сальником, ставится все от того же нового Ural, от него же и современный маховик. А вот под передний подшипник вал придется перетачивать — уменьшать диаметр шейки с 40 мм до 35 мм (рис. 1). Работа сложная и требующая специального оборудования. В обычный токарный или шлифовальный станок вал не зажмешь, несъемные шатуны надо как-то фиксировать, иначе они разнесут весь цех, поэтому мы прибегли к помощи дружественной мастерской, которая переделывает такие коленвалы мелкосерийно, и купили уже готовый вал.
Запчасти к новым Ural нам удалось найти у официального дилера «Пламен», предоставившего нам не только заднюю крышку картера с подшипником и сальником, но и новый масляный насос, кованые поршни «Автотехнология» диаметром 79 мм, новый маховик и шестерни ГРМ. А запчасти к «нижнеклапаннику» удалось найти в старейшем столичном магазине МОТО99, там для нас откопали новый распредвал К-750 советского производства, комплект сальников, японские подшипники, а также полный комплект прокладок, включающий в себя даже такие дефицитные вещи, как алюминиевые прокладки под головки (хотя их можно изготовить и в домашних условиях — был бы лист алюминия, а еще лучше меди толщиной 0,5 мм).
Вдобавок мы нашли поддон с развитым оребрением, обеспечивающим лучшее охлаждение. Не стали экономить и на смазочных материалах, решив побаловать движок синтетикой Motul 300V Competition 15W50. Не удивляйтесь: автомобильное масло куда более уместно в двигателе с сухим сцеплением, нежели мотоциклетное.
Дело за малым: расточить задранные цилиндры (фото 1) под новые поршни и отремонтировать клапаны. Решать эту задачу мы отправились в , которая с радостью согласилась нам помочь, а главное — показать весь процесс изнутри.
Для начала цилиндр зажимают на станине расточного станка и центруют относительно фрезы (фото 2). Замерив внутренний диаметр, настраивают разлет резцов (фото 3) и приступают к расточке (фото 4). Фреза снимает довольно тонкий слой металла, поэтому после каждого прохода ее извлекают и увеличивают разлет в резцах (фото 5), повторяя процедуру, пока диаметр отверстия не сравняется с диаметром поршня (в нашем случае 79 мм). На самом деле диаметр поршня может отличаться от заявленных 79 мм и колебаться от 78,93 и до 78,94 мм, поэтому растачивать всегда лучше по фактическому размеру поршней.
После этого цилиндр отправляется на хонингование, где на его внутреннюю поверхность наносятся наклонные риски, удерживающие масло. Одновременно немного увеличивается и его диаметр. Необходимый нам зазор между цилиндром и поршнем составляет 0,12 мм. Скажете, многовато? Отнюдь! Коэффициент теплового расширения кованых поршней несколько выше обычных, «воздушный» мотор намного горячее своих «жидких» собратьев, поэтому и меньше растачивать никак нельзя, а мы решили обеспечить небольшой запас. Зато не придется беспокоиться насчет обкатки и можно смело нагружать мотор, например на гонках.
Хонингование проходит в три этапа при помощи трех специальных брусков разной твердости (фото 6), но перед этим необходимо точно измерить диаметр поршня в самой широкой его части — в полутора сантиметрах от края нижней юбки, перпендикулярно отверстию под поршневой палец (фото 7). Сперва наносят грубый хон, всего за несколько проходов снимающий со стенок цилиндра 0,08 мм, после чего грубые бруски заменяются средними, снимающими значительно меньше, и зазор увеличивается до 0,12 мм. После каждого прохода мастер при помощи нутромера проверяет диаметр цилиндра (фото  и, главное, проверяет, чтобы цилиндр растачивался ровно, не превращаясь в конус.
и, главное, проверяет, чтобы цилиндр растачивался ровно, не превращаясь в конус.
Если посмотреть на отхонингованный цилиндр под микроскопом, то окажется, что неглубокие с виду царапины на деле выглядят как огромные канавы с задирами, металлическими застругами и стружкой. Их сглаживают на третьем этапе хонингования (фото 9). Потом цилиндры отправляются в специальную моечную камеру, где особым шампунем под большим давлением и температурой их отмывают от стружки, масла и прочих загрязнений (фото 10). Обычно на этом ремонт и закачивается, но нам нужно разобраться с клапанами.
Раньше мотоциклистам приходилось наливать в камеры сгорания керосин или солярку, чтобы проверить их герметичность, но современная техника позволяет экономить время и углеводороды, проверяя герметичность вакуумным компрессором (фото 11). Сосет воздух? Непорядок! В нашем случае пропускали все клапаны: на правом цилиндре еле заметно, на левом — со свистом. Поршень, пытавшийся расщепиться на атомы и вылезти на свободу, здорово подпортил фаски и налип на седлах клапанов (фото 12). Вдобавок устали и торцы стеблей клапанов, поэтому все пришлось ремонтировать. Хорошо, что не менять: износ седел и стеблей клапанов почти незаметен, показаний к их замене нет. А вот если износ стебля клапана превышает 0,15 мм и его диаметр вплотную приблизился к 8,85 мм или стал меньше, равно как если выработка седла превышает 0,25 мм и доходит до 9,25 мм, и клапаны и цилиндр нужно менять. Направляющих втулок в цилиндрах нет, седло клапана выполнено непосредственно в чугунной отливке цилиндра. Другие показания к замене цилиндра — выкрашивания и трещины на седлах.
Сначала клапан зажимают в специальном торцевальном станке (фото 13), где разбитый торец стебля сошлифовывают и снимают фаску (фото 14). После этого снимают фаску с тарелки (фото 15 и 16). Специальными фрезами, центрированными по направляющей втулке клапана, восстанавливают фаску на седле (фото 17). Важно, чтобы получился ровный поясок контакта клапана с седлом (его ширина — примерно 1-2 мм — очень важна для обеспечения герметичности, охлаждения и в конечном итоге долголетия деталей). После обработки фрезой клапаны притирать уже не приходится, герметичность абсолютная! Хорошо, что и втулки оказались не разбитыми (проще всего оценить зазор, немного выдвинув клапан и покачав его в разных плоскостях).
Безусловно, отколотые ребра охлаждения ухудшают теплоотдачу и без того горячего цилиндра, но потеря до 20 % оребрения допустима и на работе мотора практически не сказывается. Куда сильнее охлаждение ухудшают хлопья ржавчины и грязь, забивающая все пространство между ребер, поэтому пескоструйка цилиндров с лихвой компенсирует пару отломанных уголков ребер.
Если цилиндр требует серьезного ремонта, проще не связываться с ним и поискать другой. За малопоношенный цилиндр от нижнеклапанника просят порядка пятисот рублей, дешевле, чем на любой другой мотоцикл.
Итак, геометрия восстановлена. Но цилиндры на мотоцикл ставить еще рано: грязь и ржавчина на ребрах охлаждения будут препятствовать нормальному охлаждению, поэтому ребра желательно очистить крупной наждачной бумагой, а лучше отдать в пескоструйку. В компании Pesochka.ru с наших «горшков» буквально за десять минут сдули всю шелуху, полностью удалив налипавший десятилетиями слой нечистот. После этого цилиндры остается покрасить термостойкой краской — и можно приступать к сборке мотора, о которой мы расскажем в следующем номере.
Продолжение следует…
Процесс расточки
Заправляем в технологический паз наждачку, даем краткий «газ» на дрели. После этого у нас наждачка плотно окутывает нашу форму. Подбираем эффективную длину наждачки следующим образом : отмеряем большой лоскут полотна, полностью его накручиваем на форму. На заглушенную дрель надеваем наш цилиндр. Не лезет ? Значит отматываем немного, и безжалостным образом отрываем лишний лоскут от наждачки. Эффективная толщина — это чтобы цилиндр зашел с небольшим усилием, но не совсем сильно туго. Начинать нужно с «10» зерна.
Погоняли немного, видим то что у нас гильза понемногу увеличивается в размерах. Поршень потихоньку начинает залезать. Парочка советов:
- НЕ гоните. Быстро растачивать не нужно. Водите цилиндр медленно, как бы вальяжно. Немного вперед, немного назад.
- Используйте всю заготовку во время расточки. Не стойте не месте, и если не идет далее, значит нужно найти дефект/косяк во время заготовки формы.
- Не спешите менять наждачку на новую. Точите лучше старой. Пусть она уже забитая стружкой, очистите её , и дальше работать
- Не выставляйте огромных оборотов на дрели. Чем выше обороты — тем больше шанс выбросить на свалку цилиндр.
- Эффективно не более 550 оборотов в минуту.
- Не зажимайте изделие во время расточки. Не делайте резкого движения «вперед» только из-за того, что цилиндр не идет дальше (встал на одном месте). Может замотать руки.
При соблюдении всех правил, не спеша, можно получить вот такой результат:
Затем обязательно нужно цилиндр промыть в бензине. А после — смазать маслом (если устанавливаете его на тс), либо смазать солидолом/литолом (если консервируете до следующей поломки).
Теперь моя самая любимая фраза :
С первого раза, у молодого специалиста, может не получиться желаемый результат. Это связано с его невнимательностью, и пропуском мимо ушей моих советов. Если идти четко по этой статье — можно и у машины блок расточить. Только кому это нужно будет — я не знаю.
Тюнинг двигателя мотоцикла Урал: подробная информация
Какой владелец отечественного мотоцикла не задумывался осуществить тюнинг двигателя мотоцикла Урал? Этот животрепещущий вопрос волнует многих любителей отечественных мотоциклов Урал! Дело в том, что стандартный двигатель Урал имеет много неточностей в изготовлении и технически несовершенен. В зависимости от модели и года выпуска мощность мотоцикла Урал варьируется от 32 до 36 лошадиных сил, что в наше время считается низким показателем для объема двигателя 650 кубических сантиметров. В этой статье мы рассмотрим, как увеличить мощность штатного устаревшего двигателя. Сразу хочу отметить, что потребуется много токарных работ, заранее найдите мастерскую, которая согласится помочь вам в этом деле.
Оппозитный двигатель Урал имеет большой потенциал для тюнинга, благодаря диаметру поршня 78мм, а ходу 68мм. С такой конфигурацией двигатель мог быть оборотистым, к сожалению качество изготовления деталей, и назначение мотоцикла не позволяет осуществить этого. В статье мы рассмотрим решение этой проблемы, за счет чего можно добиться впечатляющих результатов работы такого двигателя, а именно:
- Тюнинг головок двигателя
- Тюнинг распредвала
- Цилиндры и поршни
- Карбюраторы и зажигание
- Дополнительные доработки двигателя
Через каналы головок двигателя наполняются цилиндры топливной смесью, и происходит освобождение от выхлопных газов. Чем эффективнее происходит наполнение цилиндров и легче выходят отработавшие газы, тем больше мощность мотора. Для тюнинга головок двигателя Урал потребуется извлечь клапана. Диаметр родных клапанов Урала всего 38мм впускной и 35мм выпускной, что сказывается на задушенности двигателя. Вместе с клапанами нужно выпрессовать старые сёдла клапанов и направляющие. Посадочные места под сёдла следует расточить под размер Днепровских сёдел. Новые увеличенные сёдла позволят установить клапана большего диаметра 40мм впускной и 38мм выпускной от Днепра. Самой лучшей альтернативой Днепровских клапанов будут клапана от Ауди. Качество автомобильных запчастей на порядок выше, а так же благодаря фиксации сухарями нового типа можно значительно поднять ресурс головок. Направляющие клапанов рекомендуем использовать бронзовые от Ваз 2101-2107.
Благодаря внутренним насечкам улучшатся смазка стержня клапана. Перемещение клапанов в них самое эффективное с минимальными потерями на трение, а срок службы гораздо выше. Бронза отлично отводит тепло от клапана, что положительно скажется на стабильности клапанных зазоров.
Важно знать: при выборе клапанов не нарвитесь на подделку. Выпускные клапана, выполненные из жаропрочной стали не должны примагничиваться магнитом. Бронзовые направляющие так же не магнитятся.
Учтите, что зазор между направляющей и стержнем клапана необходим от 0,04 до 0,06мм. Клапан должен свободно ходить во втулке, при этом не болтаться в ней. Кстати, хотим отметить, что автомобильные направляющие имеют посадочное место под маслосъемный колпачок. Крайне не рекомендуем устанавливать его, так как смазка происходит разбрызгиванием масла, а не под давлением как в автомобилях. После установки новых направляющих клапанов обратите внимание на прирезку сёдел клапанов. Необходима прирезка седла по трем фаскам: 60,30 и 45 градусов из которых 45 градусов — рабочая, которая соприкасается с тарелкой клапана, обеспечивая плотное прилегание. Так же придется заменить стандартные пружины клапанов на автомобильные от Ваз 2108. Они несколько жестче родных, и способны обеспечить четкую работу клапанов на высоких оборотах. Но учтите, что с такими пружинами распредвал подвержены ускоренному износу — тюнинг двигателя мотоцикла требует жертв. Окончательная процедура тюнинга головок — это расточка впускного и выпускного канала шарошкой на пару милиметров больше в диаметре. Вместе с этим удастся избавиться от наплывов литья и обеспечить лучшее дыхание двигателя. Выпускной канал следует заполировать до зеркала, а впускной оставить матовым слегка шершавым, для исключения конденсации топлива на стенках. После тюнинга головок не забудьте продуть все каналы и трудно доступные места сжатым воздухом, а новые клапана притереть. Притирку необходимо делать вручную, двухкомпонентной притрочной пастой. Ни в коем случае не используйте дрель. На обратный конец стержня клапана в натяг одевается шланг, таким образом ладонями вращая клапан добейтесь получения матового пояска на седле и тарелке клапана толщиной 1,2-1,6мм. Проверьте герметичность клапана залив керасин в каналы на 1-2 мин.
Тюнинг распредвала
К данной модификации нужен очень обдуманный подход, как правило новая форма кулачков создается опытным путём и может не оправдать ваши ожидания. Полностью реализовать возможности тюнингованных головок цилиндров поможет широкофазный распредвал. Для умеренного тюнинга можно просто поставить его от Урала модели М 67-36. На фото ниже представлен слева широкофазный вал, справа обычный.
Если же хотите добиться от двигателя максимума, то возможно увеличить профиль кулачков стандартного вала. Это можно сделать путем наваривания металла аргоновой сваркой. За счет увеличения ширины и высоты кулачков на пару милиметров, можно добиться смещения крутящего момента в область высоких оборотов и повышения мощности так же за счет увеличения оборотов от фаз газораспределения. Учитывайте тот факт, что такой двигатель потеряет в тяге на низких оборотах и возможно даже будет глохнуть на холостых. Для этой модификации рекомендуем найти мастерскую или завод на котором возможна правильная обработка профиля кулачков с последующей цементацией. Затем, важно убедиться в ровной геометрии вала, велика вероятность что вал могло повести от резкого перепада температуры, кривизна проверяется индикатором часового типа опытным токарем.
Цилиндры и поршни
Одни из самых главных частей в двигателе это поршни. Они принимают на себя огромную нагрузку от расширяющихся газов и температуру. Стандартные поршни низкого качества плохо выдерживают нагрузки, зачастую имеют разный вес, а поршневые кольца не могут обеспечить высокую компрессию ввиду устаревшей конструкции, это существенно сказывается на мощности, а так же массивность и количество колец сильно утяжеляют поршень, что не даёт мотору крутиться. Рекомендуется устанавливать кованные поршни с импортными кольцами. Хорошим решением будет установка кованых поршней от мотоцикла Урал Волк, они имеют выпуклую поверхность, которая позволит поднять степень сжатия и существенно прибавить в мощности двигателя.
Что касается цилиндров, то их предпочтительнее заменить на алюминиевые с чугунной гильзой. Теплопроводность алюминия гораздо выше, эффективный отвод тепла обеспечен. Значительным усовершенствованием цилиндров является перегильзовка. Стандартный внутренний диаметр гильзы цилиндра составляет 78мм и если объем штатного двигателя в 650 кубов вас не устраивает, путем замены родных гильз цилиндра гильзами от Москвича 412 с внутренним диаметром 82мм удастся существенно увеличить объем и соответственно мощность. Соответственно под новый диаметр подберите поршни.
Для борьбы с перегревом будет полезна система охлаждения в виде установки масляного радиатора и путём принудительного разбрызгивания масла на донышки поршней. Для подсоединения масляного радиатора нужен дополнительный масляный насос, так как один стандартный очень слабый. Для прогонки масла через радиатор желательно установить масляный насос от мотоцикла Днепр. Привод второго насоса сделайте через переходник от штатного ураловского. Чтобы дополнительный насос уместился в картере, необходим увеличенный поддон, который так же положительно скажется на охлаждении. За счет некоторого увеличения количества масла в системе удастся распределить тепловую нагрузку, а новый поддон из алюминия – ещё лучше отводит тепло.
Подсоединив к новому маслонасосу масляную магистраль из медной или стальной капиллярной трубки, которая сначала должна пройти в радиатор, затем из него охлажденное масло должно попасть на внутреннюю часть поршней. Для этого магистраль с радиатора входит обратно в картер, раздваивается таким образом, чтобы подача масла была направлена на днище поршня изнутри. Масляный радиатор можно приобрести на разборке японских мотоциклов, а так же отлично подойдет радиатор АКПП нужного вам размера от любого автомобиля.
Карбюраторы и зажигание
Тюнинг двигателя мотоцикла урал затрагивает все системы двигателя, в том числе зажигание и карбюраторы. Рекомендуется прочесть информацию: как правильно происходит настройка карбюраторов Урал. Стандартное зажигание настолько устаревшее, что не годится даже для повседневной езды, не говоря уже о большем. Желательна установка микропроцессорного зажигания с возможностью автоматического угла опережения. Настроить электронную систему зажигания вам поможет эта статья. В идеальном случае будет установка такого зажигания с программируемым контроллером с возможностью корректировки прошивки. В таких системах зажигания есть ещё одна полезная особенность – отсечка по оборотам. Позволит не перекрутить сильно форсированный двигатель. Ну а для максимальной силы искры в совокупности с новым зажиганием можно применить катушку от Оки или Газели. Обязательны фирменные высоковольтные провода с силиконовой изоляцией и внутренним сопротивлением, например фирмы Teslaот Ваз 2108. Они обеспечат бесперебойную искру в любую погоду и исключат вероятность пробоя искры на массу. Что касается карбюраторов, то тут потребуется установка японских вакуумных карбюраторов с диаметром диффузоров от 32 до 36мм с последующим подбором жиклеров, синхронизацией и настройкой с газоанализатором. Очень желательна настройка на динамометрическом стенде, где можно проверить разные настройки и углы опережения зажигания и добиться максимума от тюнинга мотоцикла!
Дополнительные доработки двигателя
Помимо вышеперечисленных способов тюнинга мотоцикла урал есть ещё несколько секретов. На двигатель Урал возможно установить коленчатый вал от К 750 который увеличит ход цилиндров до 78мм.
Таким образом, можно существенно увеличить рабочий объем двигателя Урал. Найти его достаточно трудно, но оно того стоит. Ещё одной проблемой мотоцикла является тугая реакция на ручку газа и медленный набор оборотов. Виной тому слишком тяжелый маховик, вес которого рассчитан на езду с коляской и для перевозки тяжестей.
Согласно чертежу возможно уменьшить его вес на пару килограммов. За счет снижения веса инерция коленчатого вала уменьшится, а динамика разгона ощутимо возрастет. Для полной реализации мощности на дороге шестерни редуктора подлежат замене на 9 или 10 пару. В заключение хотим отметить, что тюнинг двигателя мотоцикла Урал оправдывает себя лишь в гоночных целях, для повседневного использования такой мотор будет иметь небольшой ресурс и существенный расход топлива.
Оцените статью
Московский Скутер Клуб
Часовой пояс: UTC + 4 часа [ Летнее время ]
Правила форума
ОБЯЗАТЕЛЬНО указывайте в названии темы модель, узел и симптомы неисправности.
Форма заголовка: [МОДЕЛЬ СКУТЕРА] — неисправность узел Пример: [Dio] не работает электростартер.
Если тема касается общих вопросов ремонта, модель можно не указывать.
Главное правило — название темы должно кратко, но по возможности полно отражать ее содержание. Темы, из названия которых не понятна хотя бы примерная суть вопроса, типа «ААА. Спасите!», «У меня проблема, подскажите», будут УДАЛЯТСЯ.